
#3. Non-woven interlinings
As the name implies there is no involvement of any yarn for interlacement to make the fabric.
It is made directly from fiber to fabric stage in the process reducing the cost of base fabric. As there is no yarn used in making nonwovens, it lacks in strength needed for apparel use and there are many techniques applied to impart required strength to nonwoven textiles, called Bonding. They are the most versatile product available from 10gsm to 200gsm and above, offering light, soft, flexible or strong for any application one can think of. The basic manufacturing technique is using mostly synthetic fibers to form a layer, which are imparted strength by bonding.
Let us understand the different layering and bonding methods, their use and their advantages and disadvantages.
Layering Method:
Different types of layering methods (spun laid, wet laid, dry/random laid, cross laid, and linear laying) are showing in the following images.
Bonding Method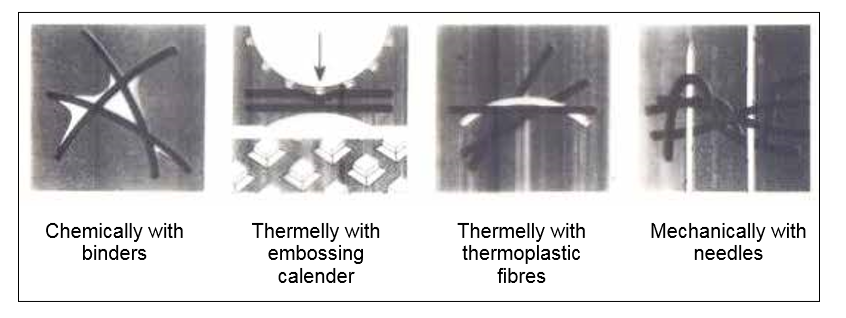
Advantages and Disadvantages
HD-PE-ADHESIVE
| Advantages | Disadvantages |
| Good bond-strength on a wide range of fabics | No steam fusing capability |
| No reaction to steam no steam included strike-back | No high-frequency fusing capability |
| Good dry cleanability (A)* | Requires high fusing conditions |
| Excellent washability (950C), suitable for garment dyeing, etc. | Heavy contamination of taflon belts |
HD-PE-ADHESIVE
| Advantages | Disadvantages |
| Adequate bond-strength for small-area fusing | Hardening of the handle due to surface scatter coating |
| Low reaction to steam, low level of steam-included strike-back | No high-frequency fusing capability |
| Easy to fuse with hard-ires | Adhesive strike-through passible as this, lightweight outer fabrics |
| Adhesive weakened during dry cleaning can be reactivated by re-pressing | No dirt on roller/thread |
| Very good washability | Heavy contamination of taflon belts. |
PA-ADHESIVE
| Advantages | Disadvantages |
| Good bond-strength on a wide range of outer fabrics | Bond-strength sometimes inferior on sythetic outer fabrics and fabrics with special finishes |
| Melting point lowered by steam | Strong reaction to steam, possibly disadvantageous with low melt adhesives |
| Good dry cleanability to all solvents | Fendency to steam-included strike-back |
| Good washability (30-60 Degree C) | Washable only to 40C with MV adhesives |
| No contamination of teflon belts on continuous presses |
How to select the right interlining for my use?
To help decide on the type of interlining suitable for an application, one has to evaluate exact need, purpose, the material area of application, the care instruction and processing details of the garment.
The following FORMAT is suggested to be filled in and one may consult an interlining supplier to conduct a fusing test on the material, preferably on self-owned equipment in the factory and submit a test report for 5, 10 or 20 washes depending upon the brand value and price point of the garment.
Fusing Test Request
| Factory | |
| Address | |
| Production Head | |
| Quality Head | |
| Buyer/Country | |
| Style/Art | |
| Material | Content (100% polyester, georgette 50gsm, provide 1-2mtr original finished fabric) |
| Item | Ladies Blouse |
| Care Instruction | |
| Application area | Collar, neckband, placket, cuff |
| Fusing | Press model |
| Test Method | IS-1259 |
Fabric Sample
Based on the above information, the interlining manufacturer will submit the test results showing:
- Samples after fusing and after 5, 10 or 20 washes for appearance, hand feel reference
- Bond strength values after fusing and after washes. The buyer can decide if the results and looks are acceptable or not.
If left to choose, then one can decide based on:
- Appearance: no bubble or any surface unevenness after wash.
- No change in hand feel making it too hard.
- No change in visual looks: wavy moiré effect or colour change (please refer to picture NW 10). This is due to woven interlining or linear dot print pattern used in light open texture fabrics (see picture NW).
- No shiny dots of glue visible on another side.
- Normally for very light, transparent and flimsy fabric like georgette/chiffon colour of interlining must match the base colour and not use white/black/charcoal in general.
- For small area usage as mentioned which are close stitched from all sides the bond value of 5-7 N per 5cm strip is enough and safe.
| Do’s | Don’ts |
| Cut interlining in the same direction as shell | Don’t cut beyond pattern-5mm lesser |
| Put fusing on top of the shell facing down | Never shell on top of the shell |
| Ensure no folds in shell/fusing | No folds at output end in hot state |
| Check glue line temp by temp. Strip | Never lower /higher than given temperature. |
| Check the speed of machine before use | Never faster than the set speed-poor fuse |
| Check roller impression by carbon paper | No dirt on roller/thread |
| Check bonding before start | Don’t start feed w/o temp check |
About the Author: Rajkumar Rai is a Textile Graduate from Calcutta University and alumni of Indian Institute of Foreign Trade. He has over 36 years of work experience spanning in textile processing, apparel buying house, and other areas. He was India head of Freudenberg. He was heading a buying house over 25 years and worked with German buyers.
Image source: fusibleinterfacing.com